Sioen is a production company. The founders built the company from the ground up and their successors were born amidst machines, so as to say. Producing better and more efficiently than anyone else was and still is one of the grassroots of the company. The love for technology, the care for machines, the high level engineering and the sophisticated skills push us forward, resulting in the best membranes for tensile architecture.

Our ranges Easyfluo, Fluomax and Fluo²Max are produced on technology driven direct coating lines with a unique 12-position method.
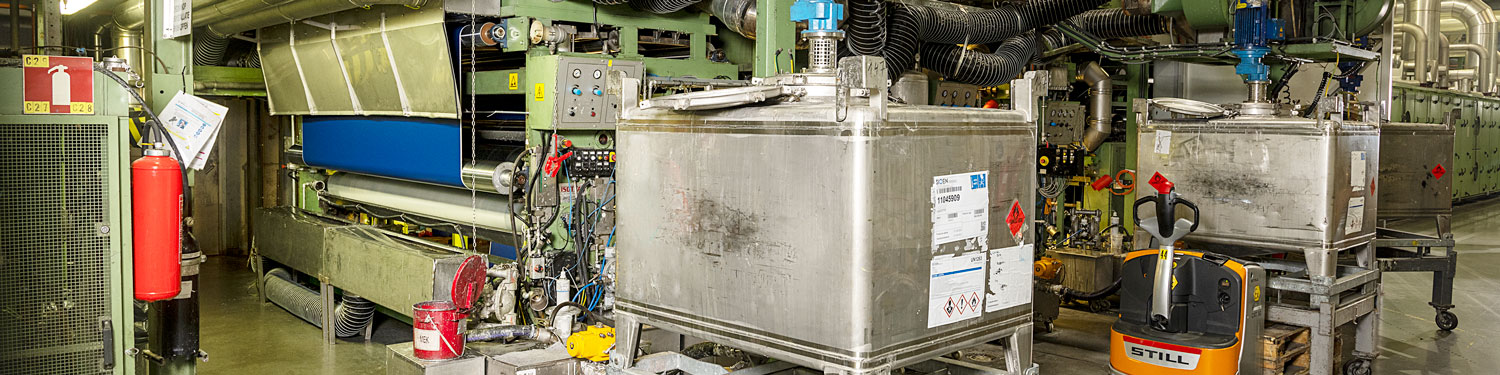
Every step of our production process is carefully monitored by the machine itself. Yes, we use artificial intelligence. Our machines are equipped with the best technology. It is complemented with the machine operators’ visual monitoring. Team leaders and production managers have instant data on productivity, quality, speed, … and any abnormality is immediately detected and solved.
Robots are moving the barrels with PVC paste on and off the line. We produce all pastes ourselves in our ”kitchen”, using home-made pigment pastes.
1. Flattening station – controlled kick-off
The home-made polyester fabric is pre-treated at the flattening station, where hot rolls set the basis for the stability of the final tensile architecture membrane: shrinkage is controlled and the fabric is flattened.
2. Base layer 1 – PVC paste entering the pores
The first step ensures that the paste enters deeply into the pores of the fabric. This second step, when applying the special base-layer mixture paste directly onto the fabric and curing afterwards, makes sure both paste and fabric are bonded together for life.
3. Top layer 1 – PVC paste aesthetics
The base layer and fabric that are tightly cured now, are covered with a top layer. Weight balance on the entire width of the fabric is highly important and monitored throughout. The first 2 layers are the back of the fabric. In tensile architecture this is the side you see from the inside. It is very important that this side is aesthetically perfect, especially for fabrics with high translucency.

4. Flip station – stable conditions
By coating back and front on the same machine and in line, conditions are kept stable and this in turn increases quality levels of your tensile architecture membrane. Conditions in regard of mechanics, for instance the heat of the ovens, speed, operators, but also the same paste formulations from the same batches are “invisible” criteria that make sure you have the best quality coated fabric for your hall, sunshade or tensioned structure.
5. Base layer 2 – impregnated paste all the way round
Because of the flattened fabric, the paste is better impregnated into the fabric, covering the flattened yarns all the way around, preventing delamination.

6. Top layer 2 – layered to perfection
With a carefully set weight balance, the fabric is held between clams on both sides. This top layer with special formulation paste is monitored to the finest detail. It is the layer that will be seen from the top and that is exposed to all weather conditions. It goes without saying that this is a crucial element of your tensile architecture membrane.
7. Varnish layer 1 – backside primer
The back of the fabric has an extra surface treatment on this machine position. This plays an important part in the weldability of the fabric and in the final visual aspect of your tensioned structure when you are looking out from the inside.
8. Varnish layer 2 – frontside primer
The front of the membrane has a primer. This is a special tensile architecture varnish for extra protection of the coated membrane.
9. Varnish layer 3 – Surface treatment for excellence
This final surface treatment is the finishing touch of the membrane. Special formulation of the varnish and a unique application through dip coating ensures a perfect visual aspect and an outstanding weathering resistance.
10. Rolling station – defining the final aspect
Contrary to what one might think, the absence or presence of a varnish does not make it per definition mat (dull) or shiny. The final treatment with special rolls, cylinders or calenders contributes to how a membrane for tensile architecture will look like. Depending on the application and the type of product this could be extremely dull, with a great shine, regular dull or shiny and even with a leather look or with a 3D cube embossing.

11. Visual inspection – human and camera inspection
Before roll-up, the membrane is carefully inspected by both cameras as well as operators, making sure your membrane is fit for use in your architectural design.

12. Packaging – smart in line packaging
In line packaging prevents unnecessary contamination, the roll has not touched the floor on any moment and is ready to be shipped.
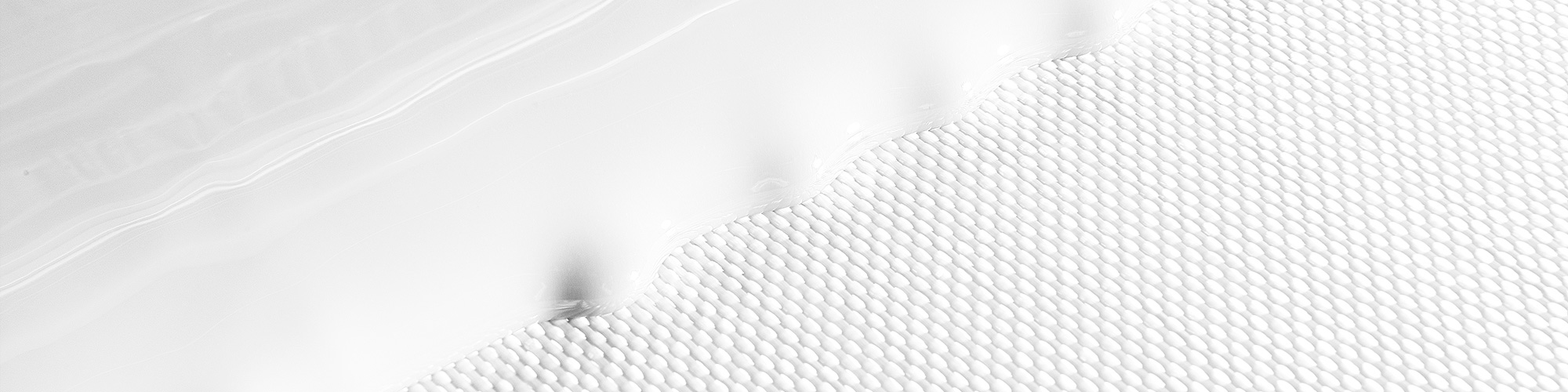
The Sioen Facade range is produced using two techniques: dip-coating and melt coating. This unique two-step production results in high quality facade scrims for tensile architecture.
The advantage of this unique production method is extended durability combined with high thermal and visual performances. The unique technique results in a very homogeneous and deeper distribution of the coating mass around the yarns, which is visually appealing but also enhances the facade’s life time.
As both of the steps are performed on the same production plant at our Ardooie (Belgium) headquarters, there is no contamination or soiling, reassuring impeccable quality upon delivery at our clients. Printing results are enhanced and the membrane is easily weldable without any pre-treatment.
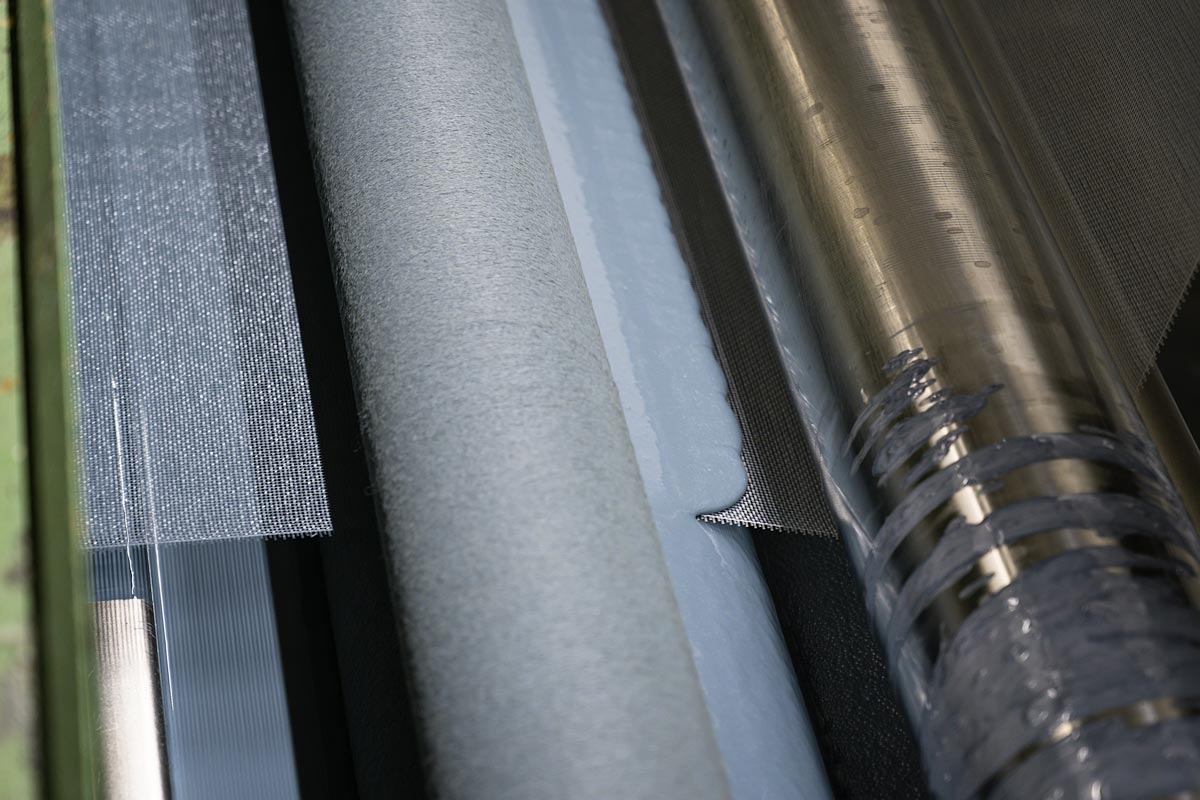
The weaving loom weaves a grid (scrim, mesh) with Sioen polyester yarns that is “dipped” into a PVC coating bath and dried in the oven. The coating paste enrobes the yarns entirely in a homogeneous way.

The Sioen Flexout range is produced on our transfer coating lines. Here, the PU paste is put on a paper carrier first, before being joined together with a knitted stretch fabric. Years of engineering and coating experience make us stand out in the production of this flexible material used outdoors. When we stand out, you excel. The 6-position production method ensures the best quality on the market. Our Flexout stretch membranes are often copied but remain unequalled.
Decades of R&D, lab and outdoor testing resulted in a flexible range for stretched structures and tents that are not only qualitative top notch, they also last way longer than ever before.

1. First layer on paper – decisive layer
We pour the first PU coating layer onto the paper carrier. This paper is a temporary carrier of what will be the future top layer of the membrane. Both the quality of the paper as well as that of the paste are decisive when it comes to the quality of the tensile architecture membrane. The high quality paste is the result of the mixture of pigments (also home-made at our EMB production plant) and PU polymers.
2. Adhesion layer – stick to it
This second layer makes sure the fabric sticks tightly to the PU coating layer. The impregnation is solid and thorough and limits delamination.
3. Fabric merger – joint for life
Central on the transfer coating line is the position where the polyester knitted fabric is merged with the coating. This is a very delicate operation. Years of experience and engineering make our Sioen Flexout fabric stand out.
4. Solid curing
It is important that the fabric and the coating layer are cured under controlled circumstances.
5. Subtraction of paper
At the end of the process, the paper is removed from the fabric. The result is a perfectly coated flexible membrane for all your stretch tensile applications.
6. Inspection & packaging
On a separate table, our operators check the Flexout membrane a final time and then package them carefully.
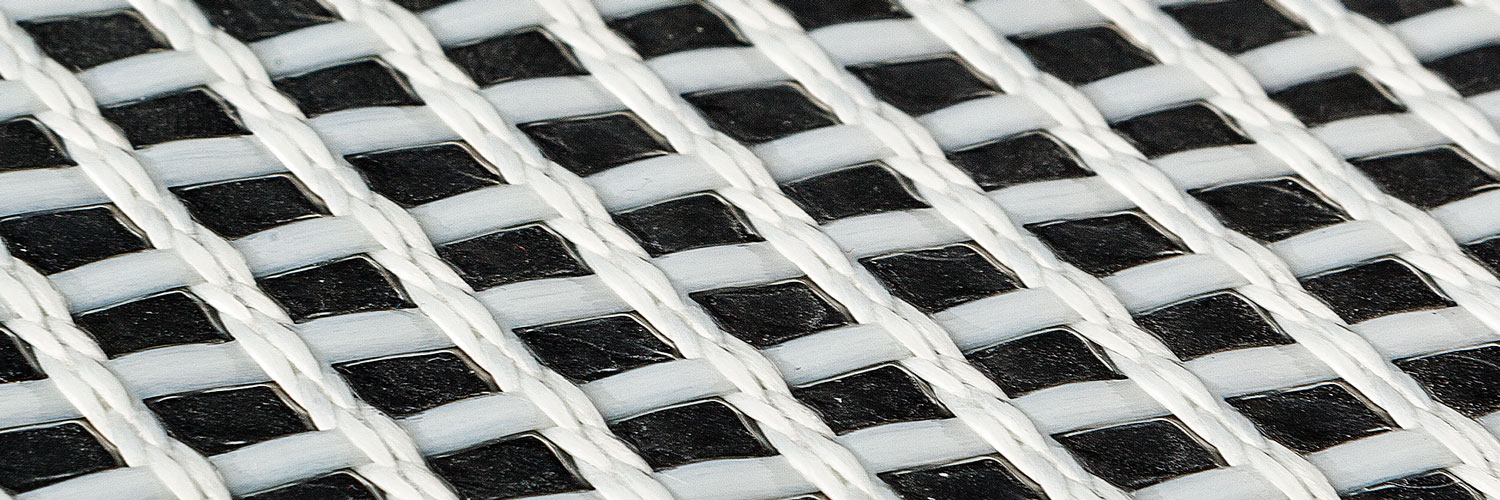
The Fluoscrim is an innovative product that breaks boundaries on the market, regarding performance as well as price. The unique production process is confidential. We can only disclose that the Fluoscrim range is the result of in-house engineered complexing of a low wick glass fibre reinforcement scrim with a highly translucent fluorocarbon film.
Quality and performance monitoring throughout the entire production process of both scrim and film ensure the best result. Because of the smart complexing, the Fluoscrim membrane range offers superb optical properties and excellent dimensional stability. The production setup allows us to produce membranes that maximise natural light and enhances climate control and plant growth.